
1、V形块的工作角度α越大,定位误差越小,但定位稳定性越差因此,一般常用工作角度为90°二V型块夹紧图示 V型块可以是固定的,也可以是活动的,并可以通过弹簧加载或夹紧螺钉实现退出以下是几种常见的V型块固定图例图4展示了V型块与工件之间的配合关系,以及V型块在夹具中的固定方式图5展示了另一种V型块的。
2、结构原理具有左右手螺纹的橙色螺钉驱动V型块移动,使黄色工件在横向和纵向上居中蓝色的销钉和螺钉位于底座下部用于沿纵向方向调整夹具的中心位置,确保工件精准定位3自定心夹具三 结构原理与夹具二类似,通过具有左右手螺纹的螺钉移动V型块实现工件的自定心绿色滑块上的蓝色螺母和红色螺钉则。
3、当工件以外圆柱面定位时,V形块是主要的定位元件,准确的定位是关键,若定位误差过大,将直接影响工序尺寸或位置精度V形块尺寸及定位误差计算公式如下,其中H和B是V形块的主要尺寸,D为定位面的中间尺寸定位误差计算公式中的D取定位面的中间尺寸,确保定位误差对称分布工作角度α越大,定位误差越。
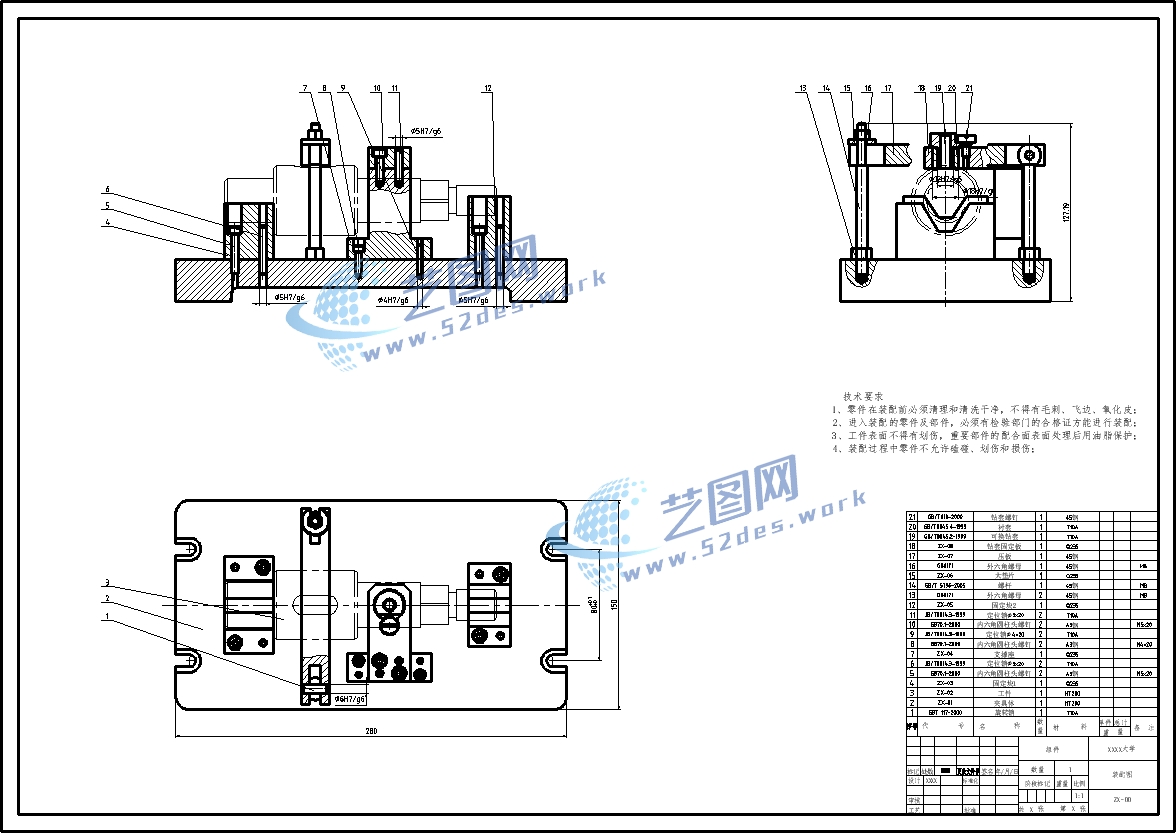
4、夹具整体结构应包括夹具体定位装置夹紧装置和钻模等部分夹具体是夹具的基础,用于安装和连接其他部件定位装置用于确定工件在夹具中的正确位置夹紧装置用于夹持工件,保证其在加工过程中不移动钻模则用于引导钻头进行钻孔二定位装置设计 V型块定位采用V型块作为定位元件,因为V型块对工件。
5、1,圆柱销配合菱形销定位,叫一面两销定位2,圆柱销分长销和短销,长销限制4个自由度,短销限制2个自由度,菱销限制1个自由度3V型块定位,长V型块定位限制4个自由度,短V型块限制2个自由度4圆锥定位,长圆锥限制5个自由度,短圆锥限制3个自由度5平面定位,三点决定一个面,面。
6、径向定位V型块与轴颈接触,限制YZ向移动及绕YZ轴转动垂直于轴线的平面内周向定位键槽与钻套配合或附加定位销,限制绕X轴的转动自由度轴向旋转结论该夹具通过组合定位元件,完整限制了6个自由度,确保钻孔位置精度三实际操作中的判断方法手摇工件法手动摇动工件,观察其能否。
7、1标准V型块,用于较短精基准外圆面定位的结构2划线V型块,用于较长的粗基准外圆面定位3单口V型块,用于精基准外圆面较长时,或两段精基准外圆面相距较远或是阶梯轴时的定位,也可做成两个单独的短V型块再装配在夹具体上,目的是是减短V形块的工作面宽度有利于定位稳定4多口。
8、在机械加工过程中,用V形块装夹工件特点是1方便简单,成本低廉,是机械加工设备常用的附件不需要专用夹具2一般与压板和螺栓结合起来使用3再辅以挡铁等夹具就可以很快地对零件进行定位和固定特别是对于回转体零件效果最好V。
9、V”型块定位虽然简单,但在某些情况下可能无法满足精度要求,此时就需要考虑使用三爪卡盘或中心架配合顶尖等更为专业的夹具总之,设计圆柱夹持夹具时,应当综合考虑加工需求精度要求和成本因素,选择最适合的方案通过合理的设计,可以确保圆柱在加工过程中的稳定性和精度,从而提高生产效率和产品质量。
10、通过研究和实践我们最后在B665牛头刨床上较好地解决了这一难题 1 工件的装夹 该工件为长轴类,为保证在加工过程中的可靠安全质量的稳定一致性,我们决定以经半精加工后工件的两轴颈和一台阶面定位,用两V形块夹紧轴颈来保证工件的装夹质量,为此设计了图2所示的简易夹具该夹具以底板2与刨床的工作台固定,装。
11、一快速定位钻孔夹具 针对问题 钻孔装置需要借助钻孔夹具才能对工件进行钻孔操作,但是现有的钻孔夹具不能进行快速定位,工序繁杂而费时,严重降低了钻孔效率图1 1工作台 2移动夹板 3V型槽 4夹紧手柄 5轴向夹板 6锁紧螺钉 7定位块 8调节螺母 9U型滑槽 技术方案 一种快速定位的钻孔。
12、含义在机械加工领域,#34block#34可以指各种夹具模具中的块状部件应用场景这些块状部件通常用于定位支撑或固定工件,以确保加工过程的准确性和稳定性例如,V blockV型块就是一种常见的定位夹具组合或群体 含义在某些情况下,#34block#34还可以指一组相关的对象或元素。
13、90度根据查询相关资料显示V形块的工作角度α越大,定位误差越小,但工作角度α越大,定位稳定性越差所以一般常用工作角度为90度。
14、你的理解是正确的但是毕竟不是实际应用,你要学会使用各种工装夹具例如夹具中常用的V型块定位销等,所能限制的自由度数这些才是学习六点定位原理的目的这对你以后搞工装设计等实际工作会有很大帮助的你这说的是机械设计基础里自由度的问题,我已没碰这玩意好几年了,到底怎样理解,还是到图书馆。
15、主轴的中心线上两个V型块定位的调刀基准位于机床主轴的中心线上,在机床加工过程中,工件是通过夹具或其他装置夹紧在V型块上,以确保工件的位置和方向。
转载请注明来自盐城燕杰环保科技有限公司,本文标题:《v型块定位夹具图纸》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号